
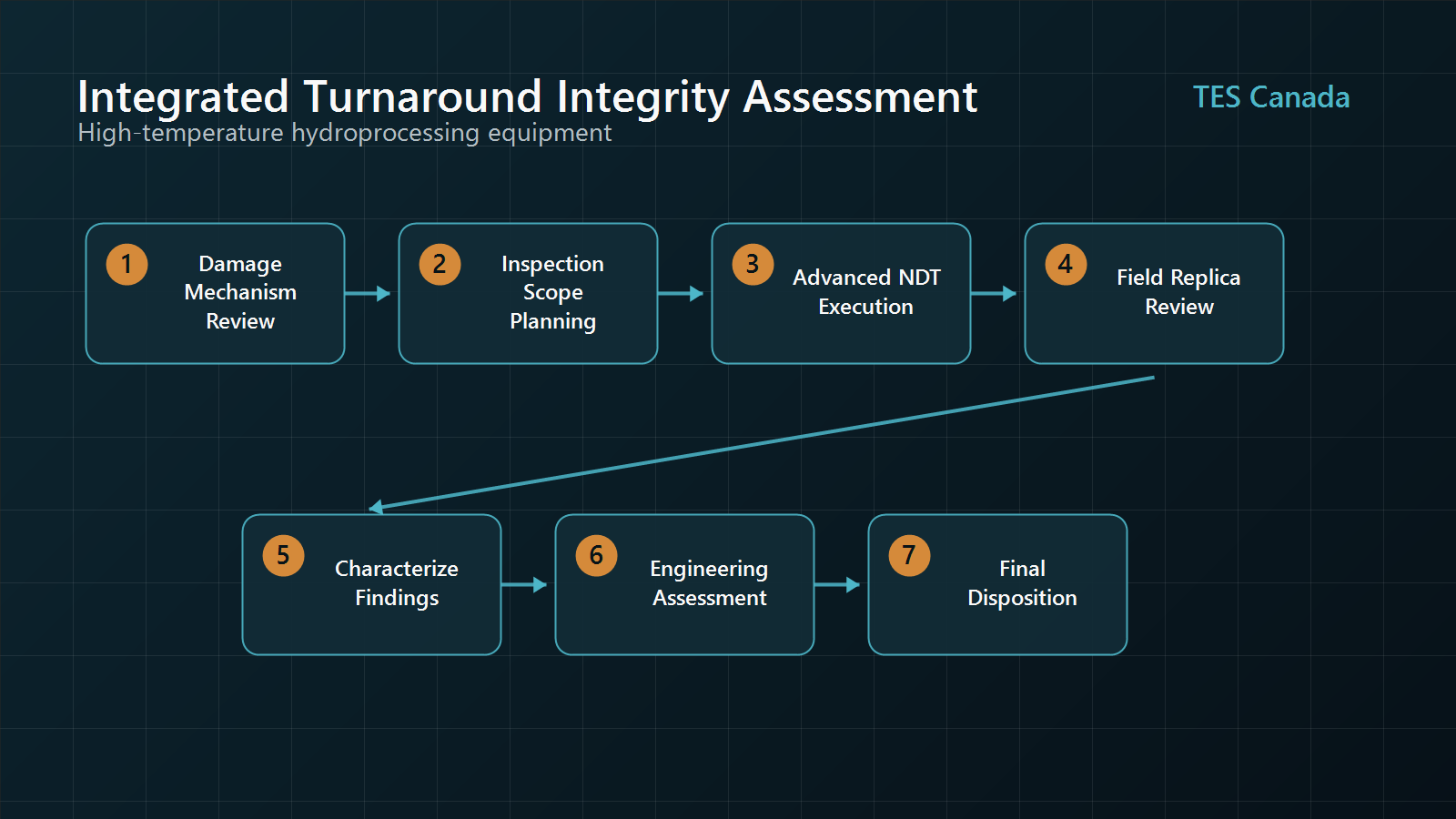
Refinery turnarounds create intense pressure to inspect, interpret and disposition findings quickly. This Technical Insight explains how advanced NDT, metallurgical investigation and fitness-for-service principles can be integrated into a governed inspection-to-disposition workflow.
Inspection managers, fixed equipment engineers, reliability teams and turnaround managers need escalation paths that convert findings into run, repair, replace or monitor decisions without overstating what any one inspection method proves.
Technical Context
Problem Statement
Why It Matters
Damage Mechanisms Involved
Inspection & Assessment Methods
Engineering Workflow
Why turnaround inspection programs become bottlenecked
Turnarounds compress inspection, access, cleaning, surface preparation, repair planning and return-to-service decisions into a narrow window. When inspection programs are written as task lists rather than decision workflows, findings can accumulate faster than they can be interpreted.
The bottleneck is rarely inspection effort alone. It is the handoff between inspection evidence, mechanism relevance, engineering assessment and disposition authority.
Inspection coverage is not integrity assurance
A large inspection scope can still miss the integrity question if it is not tied to the degradation mechanisms, geometry and failure modes that matter. Coverage confirms that areas were examined; it does not by itself confirm that the right mechanisms were screened, interpreted or dispositioned.
Begin with credible damage mechanisms
The inspection plan should begin with credible damage mechanisms for the equipment, metallurgy, service history and operating envelope. For high-temperature hydroprocessing equipment, this may include crack-like damage, metallurgical degradation concerns, clad or bond-line response questions and service-induced defects.
HTHA screening should be described carefully. Ultrasonic methods and field metallography can provide important evidence, but no single method should be presented as conclusively detecting or excluding all stages of HTHA.
Match inspection methods to mechanism and geometry
Method selection should follow the question being asked. TOFD, PAUT, manual UT, magnetic particle testing, bond-line ultrasonic assessment and field replica metallography each answer different parts of the integrity problem. The geometry, access side, cladding, weld preparation and expected flaw orientation all affect inspection reliability.
Use complementary NDT methods
Complementary methods help reduce uncertainty when the program is designed around known strengths and limitations. For example, one method may support detection of crack-like responses while another supports sizing, surface confirmation or bond-line interpretation.
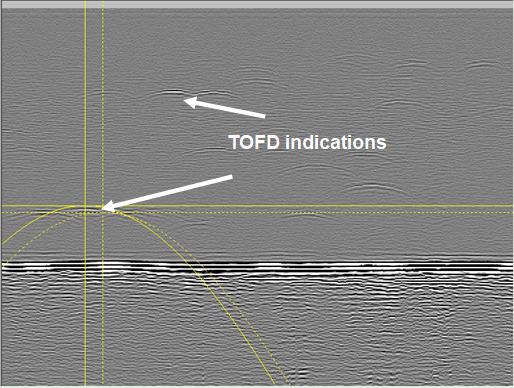
The TOFD image above is included as an anonymized example of ultrasonic response interpretation. It should not be read as proof of a specific damage mechanism without supporting inspection context, calibration, procedure qualification and engineering review.
Separate manufacturing indications from service-induced damage
Not every indication has the same integrity meaning. Manufacturing-related indications, fabrication geometry, clad responses, bond-line features and service-induced cracks can produce different inspection signatures and require different disposition paths.
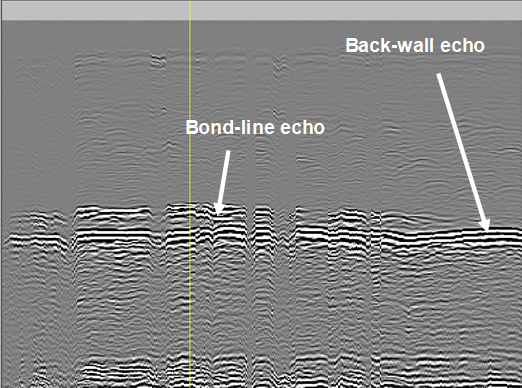
The bond-line response image above illustrates why signal interpretation must remain qualified. A response by itself does not prove disbonding, degradation or service-induced damage.
Integrate field metallography where required
Field replica metallography can add mechanism-specific evidence where surface condition, access and preparation quality support meaningful interpretation. It should be planned with clear questions in mind: what location is being sampled, what degradation feature is being assessed and how will the result affect disposition?
Establish a live inspection-to-engineering escalation path
Turnaround programs benefit from predefined escalation criteria. Indications that exceed agreed thresholds, conflict with expected damage mechanisms or affect repair planning should move quickly from inspection review into engineering assessment.
Define when FFS or ECA is required
Fitness-for-service assessment may be required when findings affect pressure containment, remaining strength, crack-like flaw tolerance, local metal loss, repair decisions or continued operation. Engineering Critical Assessment should be reserved for cases where fracture-mechanics treatment of crack-like flaws is actually supported by the evidence and assessment basis.
Convert findings into run, repair, replace or monitor decisions
The practical output of an integrated turnaround program is a documented disposition. Each finding should be connected to an owner decision: continue operation, repair, replace, monitor, reinspect or escalate for further assessment.
Return dispositions to the owner's RBI or integrity-management system
Turnaround findings should not disappear into isolated reports. They should update inspection history, damage-mechanism assumptions, future scope planning, repair records and RBI or integrity-management decision logic.
Turnaround-readiness checklist
- Define credible damage mechanisms before finalizing the inspection scope.
- Confirm inspection methods are suitable for geometry, access, cladding and expected flaw orientation.
- Predefine which findings require engineering escalation during the turnaround.
- Use qualified language for HTHA screening, ultrasonic interpretation, bond-line responses and metallurgical evidence.
- Document when FFS or ECA is required and who has authority to accept the disposition.
- Return final dispositions to the owner's inspection history, RBI assumptions and integrity-management system.
Conclusion
The strongest turnaround inspection programs are not simply larger inspection campaigns. They are integrated decision systems that connect credible damage mechanisms, fit-for-purpose NDT, metallurgical evidence, engineering assessment and final disposition while the turnaround window is still open.
TES Canada treats inspection evidence as part of an engineering decision process. The goal is not to generate isolated reports, but to support defensible owner decisions within the turnaround window.
Standards & References
- API 571 — Damage mechanism reference for refining and petrochemical equipment.
- API 579-1 / ASME FFS-1 — Fitness-for-service assessment framework; applicability depends on documented assessment basis.
Need support with this type of technical challenge?
TES Canada can help you assess the issue, select the right inspection or engineering approach, and develop a practical integrity management solution.
Contact TES Canada →